事業内容
機械事業(海外事業)
Aluminum Casting
産業用ロボット・
半導体製造装置用ロボット アルミ鋳物

- 多品種・少中量生産に最適な砂型鋳造
- 砂型鋳造は「5 個~/月」程度の試作/多品種少中生産、複雑形状製品に対して、最も省コストな生産方法の一つです。ブロックの削り出しや金型鋳造などの高コストにお悩みの際は、比較的低コストの砂型鋳造をご提案します。
当社の砂型鋳造プロセスは、自硬性・アルカリフェノール樹脂です。対環境性を重視しています。
製品の品質要求や形状によりベストな生産方法をご提案します。材質はロボット部品に多用されている AC4C・AC2Aに特化しています。
製造工程
-
Step1
砂型造型
当社はアルミ鋳物を製造するにあたり、最適な砂型を制作するために
アルカリフェノール樹脂・3液硬化剤を採用し、環境の変化によって独自のノウハウで樹脂・硬化剤の配合を変更し
砂管理を徹底しております。-
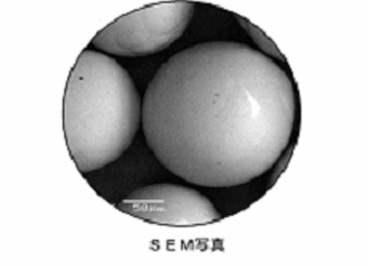
人工砂を使用
自然のケイ砂は粒度管理がされていないため砂型造型時に細部の造型に悪影響が出ます。
当社では粒度管理された人工砂を使用しているため、細部の造型も問題がありません。 -

アルカリフェノール樹脂・
3液型硬化剤砂温、新砂、再生砂等の条件により添加される樹脂と硬化剤の量が変わります。
当社では、花王化学の制御装置により数値管理を行い、最適な砂型を製作しています。 -
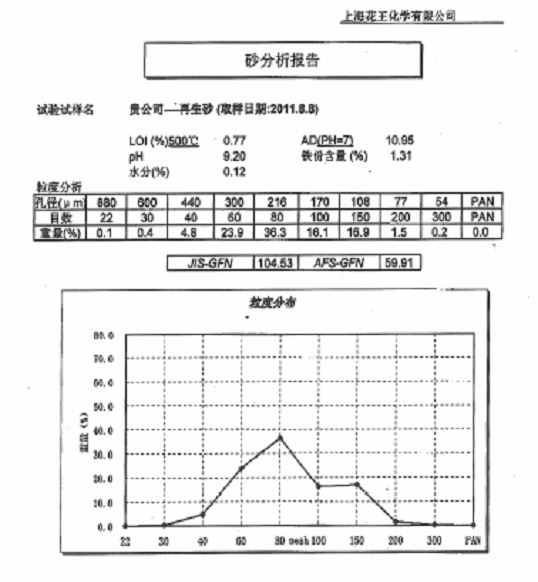
砂分析
砂の再生を反復継続して行いますが、定期的に砂に含まれる樹脂の残含有量、水分などの分析が必要になります。
当社では花王化学において定期的に砂分析を実施していただき砂の状態を管理しています。
-
-
Step2
溶解・注湯
ヒーター式の電気炉を採用し、ガス炉と同等の溶解を行います。
温度管理は備え付けの温度計および独立の温度計の2種類により実施します。
注湯温度は基本を720℃に設定しています。 -
Step3
仕上げ
バラシ工程で取り除けなかった製品表面の砂や製品内部の中子(なかご)をショットブラストを行い取り除き、
製品にならない部分(湯口、湯道、押湯等の方案部分)を製品部分から切断し、除去します。
上下砂型や中子と主型の境目に発生したバリや、切断作業により除去し切れなかった部分を周囲の面に合わせ削り整えます。-

ショットブラスト加工
-

グラインダー集塵ルーム
-

手作業での仕上げ
-